




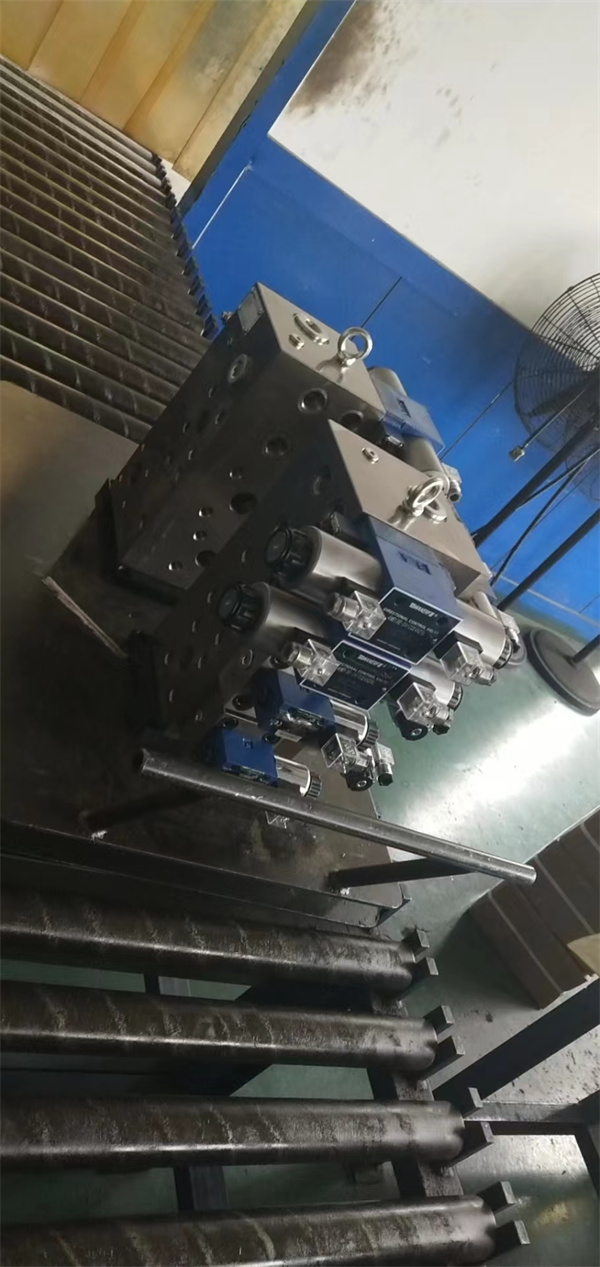
液压阀块制作工艺大致如下:
(1)生产加工前处理。生产加工液压阀块的原材料要保证里面结构致密,不能有夹层、沙眼等瑕疵,生产加工前解决毛坯无损探伤。铸铁块和比较大的建筑钢材块在生产前要开展调质处理和预备处理。
(2)下料。一般来说每边起码留2mm之上加工余量。
(3)铣外形。切削液压阀块6面,每边留0.2-0.4mm粗磨量。
(4)粗磨。粗磨液压阀块6面,每边留0.05~0.08mm精磨量,保证每对对应面平行度小于0.03mm,两邻近面垂直角度小于0.05mm。
(5)划线。如果有条件可在数控钻上直接使用中心钻开展。
(6)钻孔。各孔表面精糙度为Ra12.5。
(7)精磨。切削液压阀块6面,各表面磨至粗糙度Ra0.4um。液压阀块生产加工时要严格把控尺寸公差以适应应用规定,尺寸公差值参照如下:液压阀块6个面相互间的垂直角度公差为0.05mm;相对面的平行度公差为0.03mm;各面的直线度公差为0.02mm;螺牙与其说迎合面之间垂直角度公差0.05mm;所有孔与所在端口垂直角度的允差为如0.05mm

液压阀块集成块

液压阀块生产厂家

液压阀块制造
液压阀块设计
液压阀块制作

液压阀块加工

液压阀块厂家

山东液压阀块
 备案号:鲁ICP备2023036990号-1
备案号:鲁ICP备2023036990号-1